博文
极端制造 | 柔性电极动态变形电解加工  精选
精选
||


01 作者
刘琳、徐正扬、郝育恒、滕云龙
02 机构
南京航空航天大学
03 Citation
Liu L, Xu Z Y, Hao Y H, Teng Y L. 2025. Electrochemical cutting with flexible electrode of controlled online deformation. Int. J. Extrem. Manuf. 7 015104.

扫码获取全文
https://doi.org/10.1088/2631-7990/ad8734
1. 文章导读
电解加工凭借其无工具损耗、加工效率高,加工表面无重铸层与微裂纹等优点已成为航空发动机关键部件的主流加工技术之一。而随着航空发动机性能的不断提高,航空发动机关键部件的结构变得更加复杂。例如,整体叶盘的叶栅通道变得更加狭窄,叶片型面变得更加扭曲,同时闭式整体叶盘的应用也在不断增加。加工零件的复杂性决定了工具阴极的设计与制造难度,这从一定程度上限制了电解加工的进一步应用。
为了更好的满足整体叶盘狭窄扭曲通道的加工需求,近期,南京航空航天大学机电学院的徐正扬教授、刘琳博士生、郝育恒硕士和滕云龙博士生在SCI期刊《极端制造》(International Journal of Extreme Manufacturing, IJEM)上共同发表《Electrochemical cutting with flexible electrode of controlled online deformation》的研究论文,提出了一种柔性电极动态变形电解加工的新方法。加工原理如图1所示。与传统电解加工采用的工具阴极不同,该方法采用弹性良好的金属管根据加工零件的形状制成柔性电极。加工时,柔性电极以一定速度沿切割方向向工件进给,并且在载荷的作用下产生可控的动态变形。同时,高速流动的电解液经由柔性电极喷入加工间隙,阳极工件在电化学反应过程中逐渐溶解,从而实现复杂型面的加工。作者团队首次揭示了柔性电极在线变形电解加工的加工原理,深入分析了柔性电极在线变形过程与型面加工过程,建立了相应的理论模型,并针对加工型面完成预测计算。通过开展变形测量及原位观测实验,验证了柔性电极在线变形的可行性及其理论模型的有效性。最后,采用该方法进行了镍基高温合金材料结构的加工,使用不同规格的柔性电极,均完成了型面加工,验证了该方法的可行性及通用性。
关键词
电解加工;动态变形;柔性电极
亮 点
提出了柔性电极动态变形电解加工新方法;
建立了任意圆弧和曲线状柔性电极动态变形和型面预测的理论模型;
验证了该方法的可行性,并成功应用于GH4169复杂型面的加工中;
为实现航空发动机整体叶盘等复杂部件的加工提供了新的思路和方法。
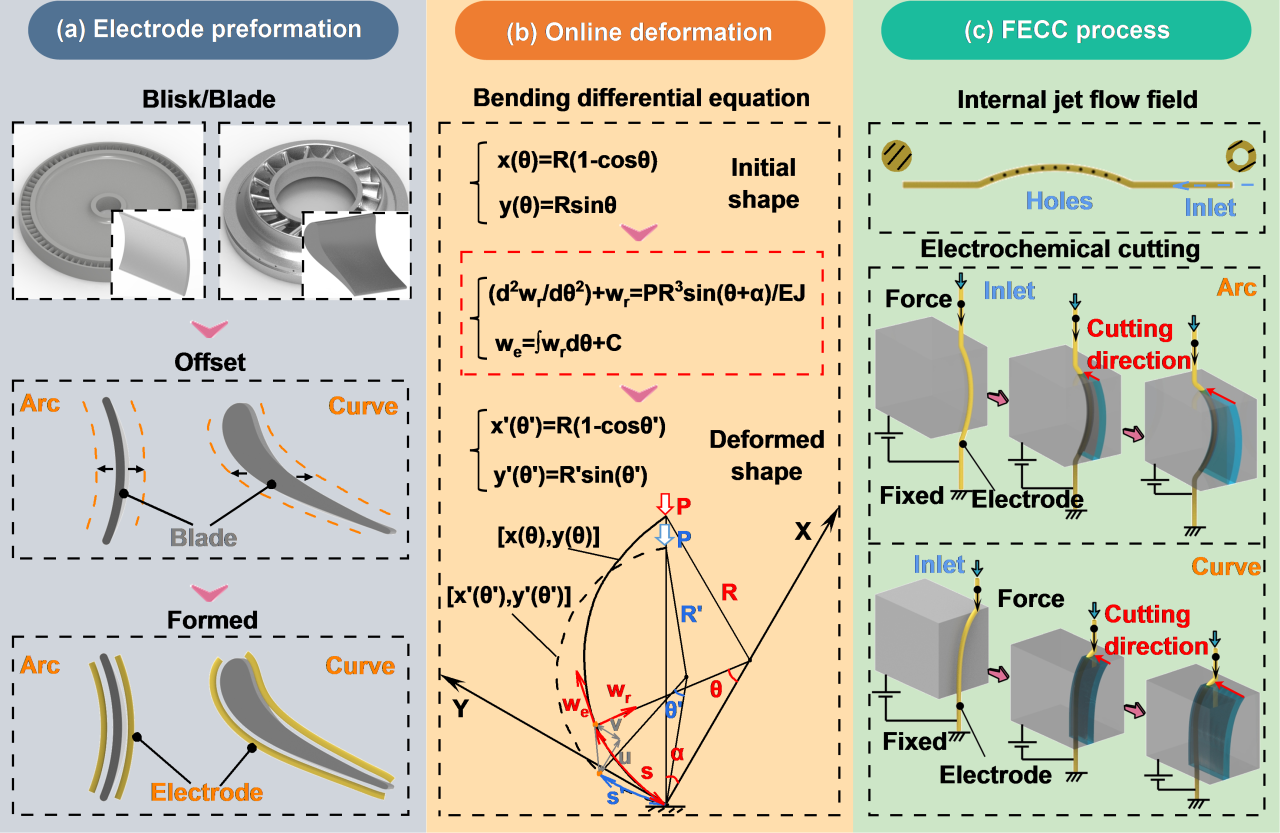
图1 柔性电极动态变形电解加工原理: (a) 柔性电极的预成型; (b) 动态变形的理论模型; (c) 加工过程。
2. 研究背景
电解加工是一种基于电化学阳极溶解原理的材料去除过程。由于其具备无工具损耗、不受金属材料力学性能限制、加工效率高、无重铸层、无微裂纹和残余应力等突出优势,被广泛用于加工航空发动机关键部件,如整体叶盘、叶片、机匣等。针对整体叶盘的电解加工,通常分为两步工序,即叶栅通道的电解预加工和叶片型面的电解精加工。其中叶栅通道电解预加工是保证加工精度及加工质量的基础。它是根据准备好的毛坯,通过电解加工方法加工出叶栅通道,同时留有一定的余量,便于后续的精加工。随着航空发动机性能的不断提高,航空发动机部件的结构变得更加复杂。例如,整体叶盘的型面变得更加复杂,叶栅通道变得更加狭窄。此外,闭式整体叶盘的应用也在逐渐增加,由于其带有叶冠,工具阴极无法从叶尖向叶根进给,空间位置更为受限。这导致通常使用的叶栅通道电解加工方法,无法满足复杂构件的加工需求。
通过上述的分析发现,虽然电解加工是整体叶盘有效的加工方法之一,但针对复杂型面整体叶盘,特别是叶栅通道狭窄,叶片型面扭曲的开式或闭式整体叶盘的制造,依然存在着挑战。因此,本文创新性地提出了一种柔性电极动态变形电解加工方法,利用综合性能优异、结构设计简单的柔性电极作为工具阴极,在加工过程中,通过对柔性电极施加载荷,产生可控的动态变形,实现复杂型面的加工。
3. 最新进展
最新进展主要分为三个部分:柔性电极动态变形电解加工理论模型的建立,柔性电极动态变形电解加工验证实验的开展和柔性电极的动态变形对表面完整性的影响。
柔性电极动态变形电解加工理论模型的建立
深入分析了柔性电极在线变形过程与型面加工过程,建立了相应的理论模型。特别是对不同规格的柔性电极进行了讨论,以阐明其变形机理,并针对加工型面完成预测计算。首先建立柔性电极动态变形的数学模型,载荷作为输入,通过压力传感器测量作用在柔性电极上的载荷大小;其次利用平面弯曲微分方程,求解柔性电极的动态变形过程;然后进行加工型面的成型预测,柔性电极的动态变形作为输入,利用法拉第定律与电解加工理论计算加工后的型面。最终建立起“力-电极-型面”的数学模型。
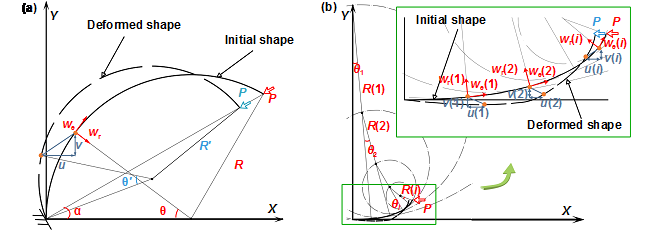
图2 柔性电极动态变形的理论模型示意图:(a) 弧形电极的理论模型; (b) 曲线电极的理论模型。
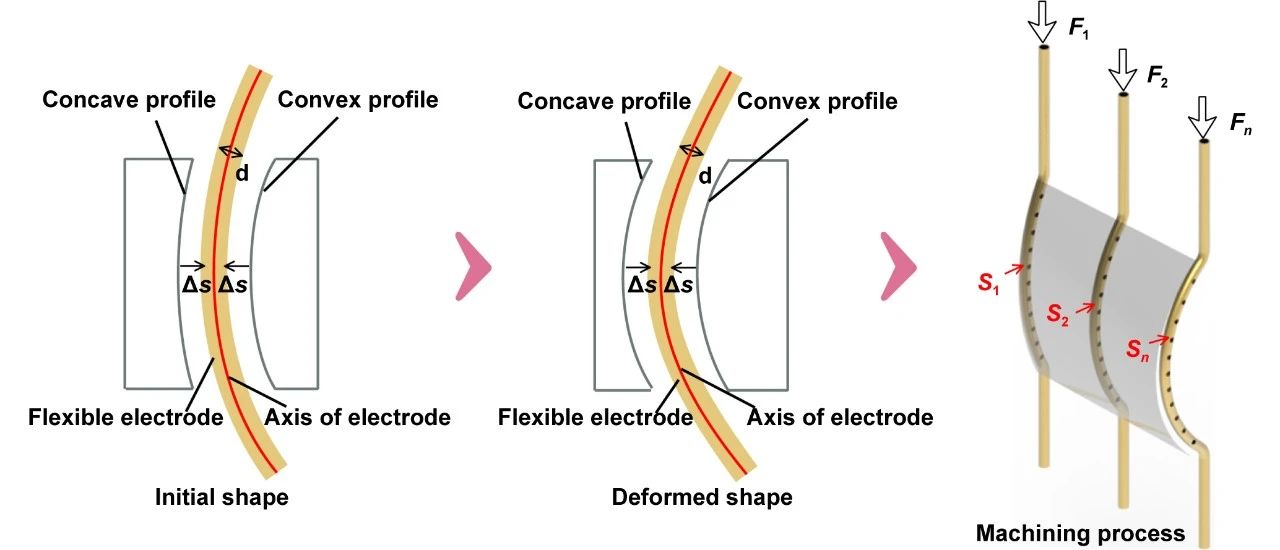
图3 柔性电极动态变形电解加工成型过程的理论模型示意图。
柔性电极动态变形电解加工验证实验的开展
在柔性电极动态变形电解加工中,柔性电极的在线变形是决定加工型面的关键。当电极变形量为0mm时,沿电极的切割方向各型面线的曲率半径分别为36.67mm,36.59mm,36.65mm。各型面线的曲率半径基本一致,型面线3的最高点处的Ymax为8.09mm,如图4(a)所示。当电极变形量大于0mm时,沿电极的切割方向各型面线的曲率半径逐渐减小,Ymax逐渐增大,这表明柔性电极的动态变形成功反拷到工件型面。例如,当电极变形量为6.0mm时,沿电极的切割方向各型面线的曲率半径分别为33.34mm,27.51mm,24.75mm,型面线3的最高点处的Ymax为11.97mm,如图4(e)所示。
此外,随着电极的变形量逐渐增大,沿电极切割方向各型面线的曲率半径的差值逐渐增大,这使得型面更加扭曲。例如,当电极变形量为1.5mm时,型面线1与型面线3的曲率半径分别为36.71mm与33.75mm,二者相差2.96mm,如图4(b)所示。当电极变形量为3.0mm时,型面线1与型面线3的曲率半径分别为36.14mm与29.31mm,二者相差6.83mm,如图4 (c)所示。当电极变形量为4.5mm时,型面线1与型面线3的曲率半径分别为35.60mm与26.94mm,二者相差8.66mm,如图4(d)所示。
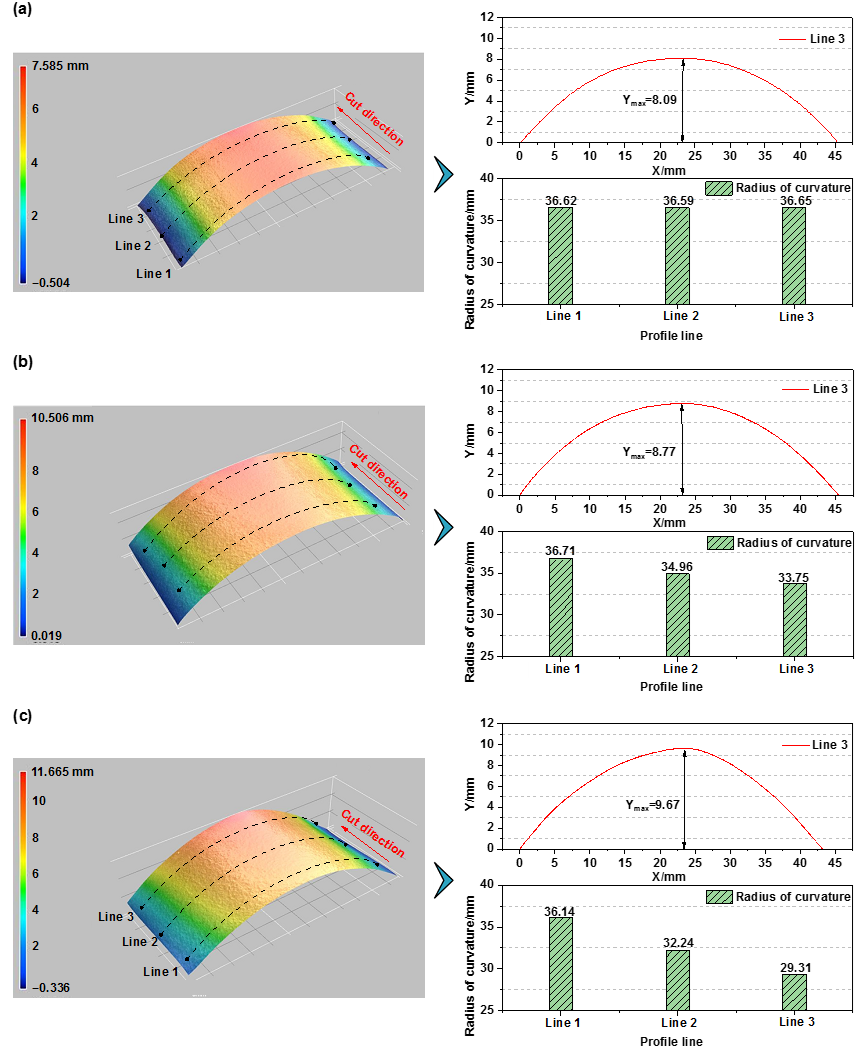
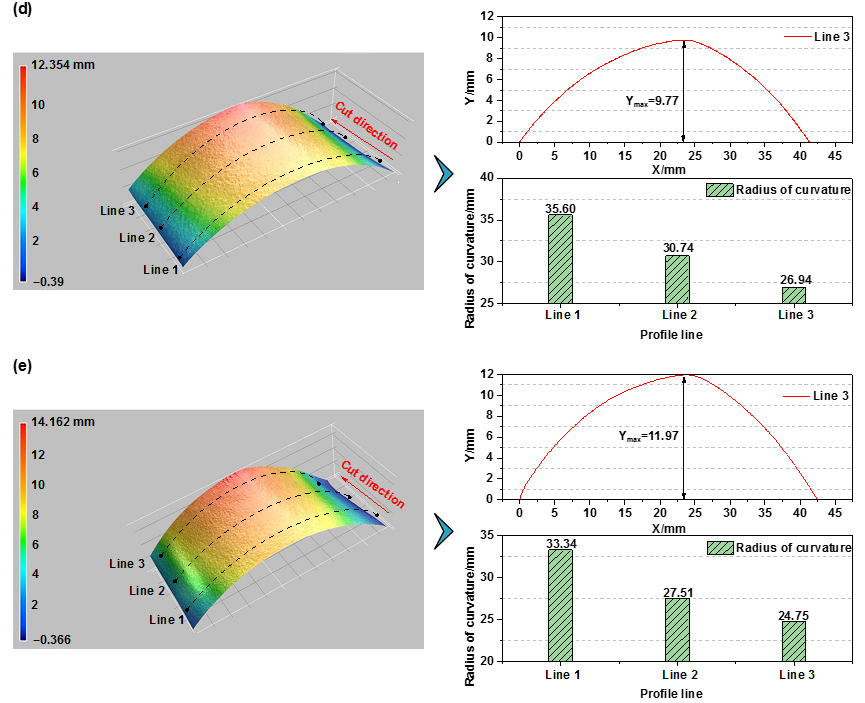
图4 柔性电极不同变形量下的加工型面: (a) 电极变形量0.0mm; (b) 电极变形量1.5mm; (c) 电极变形量3.0mm; (d) 电极变形量4.5mm; (e)电极变形量6.0mm。
柔性电极的动态变形对表面完整性的影响
通过SEM等测试方法分析了柔性电极不同变形量下加工型面的表面形貌。当电极变形量为0mm与3mm时,无论是叶盆面还是叶背面,加工表面均较为平整,可以看到清晰的晶界,如图5(a)-(d)所示。而当电极变形量为6mm时,叶盆及叶背表面存在许多隆起,碳和氧的含量也有所增加,如图5(e)-(f)所示。此外,当电极变形量为0mm与3mm时,加工型面的表面粗糙度基本相同,在Ra 1.78μm -Ra 1.88μm之间。而当电极变形量为6mm时,叶背与叶盆的表面粗糙度分别为Ra 2.71μm与Ra 2.65μm。分析认为可能是由于在加工过程中柔性电极的变形量过大,变形速率过快影响了电解液的流动,使得部分电解产物吸附在加工表面。另一方面,可能是过大的变形参数导致加工过程不稳定,电流存在波动,使得加工表面存在材料的不均匀溶解。上述因素可能是当变形参数过大时,加工表面变差的主要原因。因此,在柔性电极动态变形电解加工中,选择合理的变形参数是获得良好表面质量的重要前提。

图5 不同变形参数下加工型面的SEM,EDS与表面粗糙度测量结果: (a) 变形量为0.0 mm时的叶背轮廓; (b) 变形量为0.0 mm时的叶盆轮廓; (c) 变形量为3.0 mm时的叶背轮廓; (d) 变形量为3.0 mm时的叶盆轮廓; (e) 变形量为6.0 mm时的叶背轮廓; (f) 变形量为6.0 mm时的叶盆轮廓。
4. 未来展望
柔性电极动态变形电解加工是利用简单形状的柔性电极完成复杂型面加工的新型电解加工工艺,为推动复杂型面的高效电解加工提供了有价值的参考。但作为一种新型工艺,仍有许多问题需要进一步突破,尤其是在面向航空发动机典型构件的加工制造中,应更深入地研究该工艺的溶解行为与成型规律,合理设计柔性电极结构,优化加工流场以提高加工稳定性与制造精度。未来需要进一步建立柔性电极动态变形的过程控制和加工精度动态演变模型,充分挖掘和释放新工艺方法的应用潜力。
5. 作者简介

徐正扬
南京航空航天大学
徐正扬,南京航空航天大学教授/博导,国家级领军人才、某领域卓越青年科学基金获得者。长期致力于特种加工技术与装备方面的研究,成果应用于航空航天领域,曾获国家技术发明二等奖、国家教学成果二等奖、国防科学技术进步一等奖、中国机械工程学会青年科技成就奖、江苏省十大青年科技之星等,指导的博士生曾获全国上银“机械优博论文”银奖两人次。
关于期刊
International Journal of Extreme Manufacturing (《极端制造》),简称IJEM,致力于发表极端制造领域相关的高质量最新研究成果。自2019年创刊至今,期刊陆续被SCIE、EI、Scopus等20余个国际数据库收录。JCR最新影响因子16.1,位列工程/制造学科领域第一。中国科学院分区工程技术1区。入选中国科技期刊卓越行动计划二期英文领军期刊。
期刊网址:
https://iopscience.iop.org/journal/2631-7990
http://ijemnet.com/
期刊投稿:
https://mc04.manuscriptcentral.com/ijem-caep
作者福利
• 金色开放获取
• 提供绿色通道快速评审原创突破性成果
• 接收后24h内在线
• 免费全球化宣传推广
• 免费高质量图片编辑与规范化文献校对
https://wap.sciencenet.cn/blog-3563286-1486289.html
上一篇:极端制造 | 面向芯片先进封装的激光诱导热冲击效应和热弹性应力波精准调控超薄晶圆解键合行为研究
下一篇:极端制造 | 基于飞秒激光打印光热微壁的多功能形状记忆智能窗