博文
南方科技大学熊异团队VPP发文:机器人辅助的连续纤维复合材料共形增材制造系统  精选
精选
||
连续纤维增强复合材料构件以其轻质高强、性能可设计等优势成为支撑航空航天、地面交通、绿色能源等领域高端自主装备实现减重增效、提档升级的重要基石。增材制造作为实现连续纤维增强复合材料构件的新兴工艺,能够一体化且高效率地制备具有优异性能的复杂设计,因此备受广泛关注。然而,当前连续纤维复材增材(CFRP-AM)系统中广泛使用的三轴运动方案,不但成型空间受限难以制造中、大型构件,还仅能在二维平面内铺排连续纤维,导致构件沿材料堆积方向性能较弱,严重制约了连续纤维复材增材构件的大规模应用。
南方科技大学熊异助理教授团队针对上述问题,开发了一套基于机器人辅助的连续纤维复合材料共形增材制造系统,并利用该系统成功制造了具有复杂纤维空间排列的网格加筋壳体结构。与现有工艺方法相比,该系统实现了构件力学性能的显著提升,展示了连续纤维复合材料增材制造的全新范式及其巨大潜能。相关研究成果发表在Taylor & Francis旗下著名国际期刊Virtual and Physical Prototyping上,文章题为:Robot-assisted conformal additive manufacturing for continuous fibre-reinforced grid-stiffened shell structures。
作者:Guoquan Zhang, Yaohui Wang, Ziwen Chen, Xuguang Xu, Ke Dong, Yi Xiong
DOI:10.1080/17452759.2023.2203695
摘要
连续纤维增强复材增材制造(CFRP-AM)的出现为实现具有选择性空间分布纤维铺排设计的下一代高性能复材结构快速开发提供了前所未有的机遇。然而,当前CFRP-AM系统中广泛采用的三轴运动方案阻碍了对非平面纤维布局复材结构的探索。本项研究提出了一种新的曲面共形CFRP-AM系统,利用其多自由度运动来形成空间曲面特征,来制造网格加筋壳体结构。该系统集成了6轴机器人与优化设计的纤维-树脂共挤出模块,并提出了完整的设计-制造工作流程,其包含了三个步骤:系统标定、三维打印路径生成和工艺执行。三维打印路径生成包含了一种基于曲面映射的方法,允许同时探索各种几何设计及其打印路径。同时,本项研究对通过不同工艺(即平面和曲面共形工艺)制造、以及具有不同打印路径(即Zigzag和轮廓偏置的壳体打印路径)和不同几何设计(即不同角度的加强筋)的构件进行了实验比较。结果表明,所提出的系统可以显著提高网格加筋壳体结构的压缩强度和刚度,且工艺和结构上的额外设计自由度为定制构件机械性能开辟了新的可能性。
研究方法
如图1所示,针对现有基于三轴运动平台的CFRP-AM系统不足,该团队开发了机器人辅助曲面共形CFRP-AM系统,分为四个主要模块:上位机、基于机器人的多自由度运动模块、纤维-树脂共挤模块和预制基板。其中,系统采用6轴协作机器人所具有的空间运动能力为实现连续纤维选择性空间铺排提供了基础,突破了三轴系统平面铺层限制。同时,该团队开发的纤维-树脂共挤出模块则提供了主动送丝、纤维切断、熔融挤出等功能,并基于多物理场模拟优化了共挤出喷嘴几何结构以确保打印质量。
 图1 机器人辅助CFRP-AM系统及工艺原理
图1 机器人辅助CFRP-AM系统及工艺原理
如图2所示,系统的工作流程包括三个步骤:系统标定、三维打印路径生成和工艺执行。其中,系统标定步骤对机器人末端执行器和预制打印基板进行了精确校准以确保较高的打印质量且避免碰撞损坏设备。三维打印路径生成步骤是该流程的核心,包含了基于曲面映射的共形路径生成方法用于设计和生成连续纤维复材结构曲面共形打印路径,以及机器人运动学规划和制造工艺参数匹配步骤,进而将打印路径转化为系统可执行文件。工艺执行步骤则用于解析该制造文件,并实现系统运动控制,确保较高的打印质量。
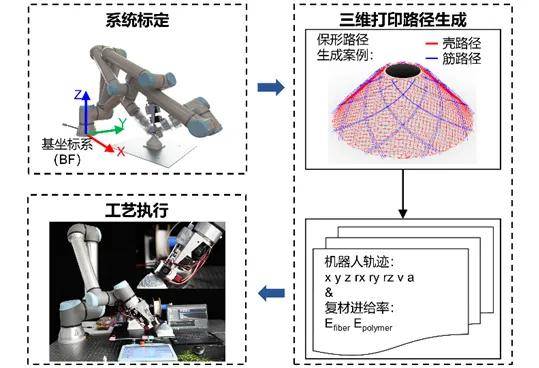 图2 机器人辅助CFRP-AM系统工作框架
图2 机器人辅助CFRP-AM系统工作框架
如图3所示,为充分使能机器人辅助共形CFRP-AM系统,该团队开发了用于可展曲面的空间路径规划方法并生成了多种打印路径验证该方法的有效性。该方法受限根据用户输入关键结构参数逐层生成工作曲面。随后,基于曲面映射原理并结合不同几何特征设计需求将空间曲面映射到所需二维平面中。在这些二维平面中,结合现有路径规划方法生成各种所需填充图案,如Zigzag、轮廓偏置、格栅结构等,通过逆映射关系则可进一步将这些平面填充路径转换为三维曲面共形路径。最后,在所有层中执行上述步骤,并将生成的三维路径组合输出。基于曲面映射的方法不仅通过曲面映射实现了降维计算进而降低了计算复杂度,还可以实现同时满足不同几何特征的多种填充需求。例如,对于壳结构通常需要完全填充且受限于现有制造系统难以实现材料沉积率快速变化,因此壳填充路径往往要求保持间距恒定;对于分布在壳体上的加强筋路径,通常具有基于网格结构的布局,这些基于规则举行单胞的结构难以实现复杂曲面上的随形填充。因此,如图 3(b)-(d)所示,该团队开发算法针对壳曲面采用等距映射,映射前后曲面上任何对应曲面长度相同,二维平面中完全填充图案映射会三维后仍能保持完全填充;针对筋曲面,采用共形映射,其映射后曲面可以等距嵌入到三种规范曲面之一:即平面、球面或双曲空间,有效规避了复杂曲面与规则多边形间的失配,同时共形映射可以保持映射前后任意对应曲面夹角不变,即保持结构局部形状,这有助于保持结构物理性质稳定,如对于结构力学性能有重要影响的加强筋角度。此外,该团队还分别生成了多种用于壳/筋曲面的填充路径,以验证该算法的有效性。
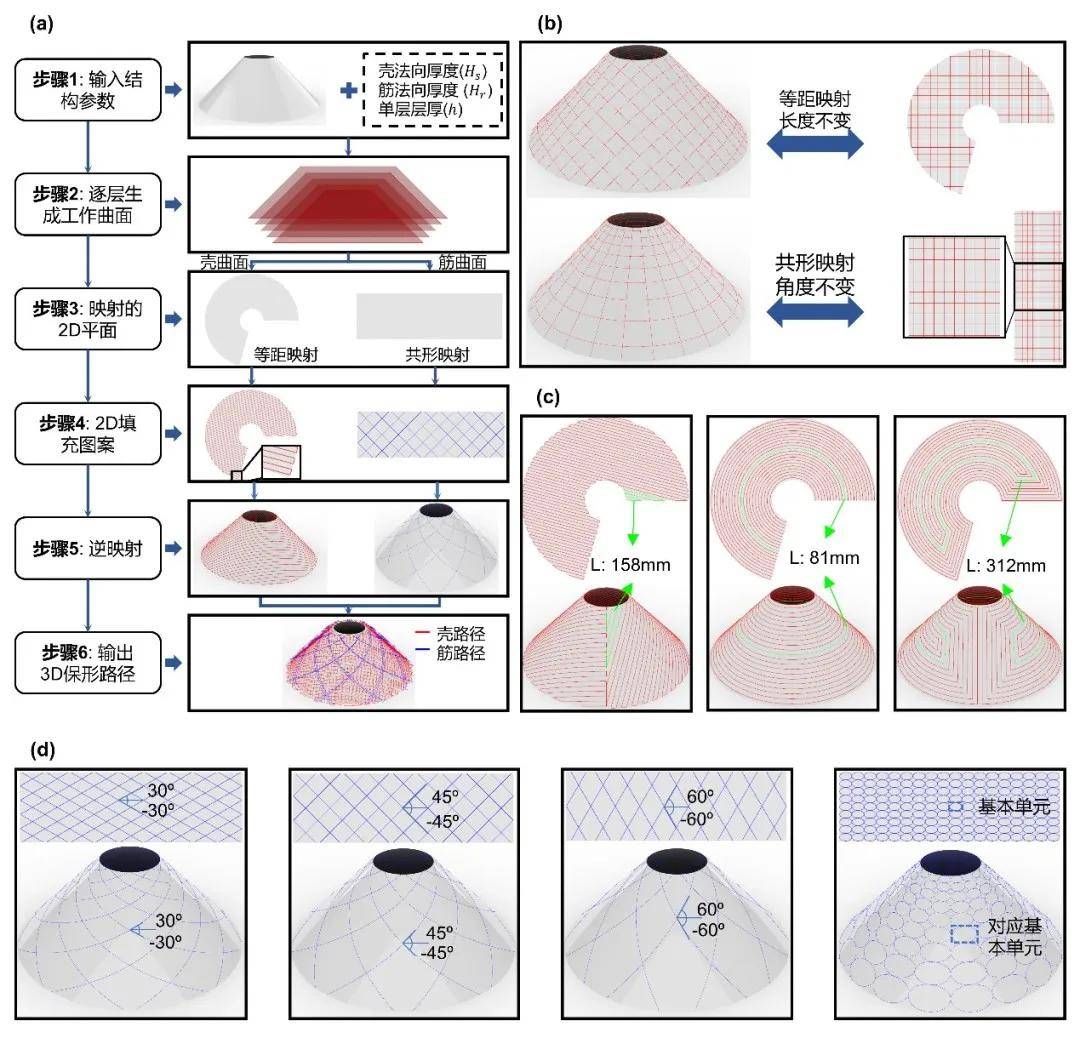 图3 (a) 基于曲面映射的共形路径生成方法工作流程;(b) 曲面映射原理;(c) 基于等距映射路径生成案例;(d) 基
图3 (a) 基于曲面映射的共形路径生成方法工作流程;(b) 曲面映射原理;(c) 基于等距映射路径生成案例;(d) 基
图3 (a) 基于曲面映射的共形路径生成方法工作流程;(b) 曲面映射原理;(c) 基于等距映射路径生成案例;(d) 基于共形映射路径生成案例
研究结果
为验证所开发机器人辅助CFRP-AM系统用于复材增材结构制造的有效性,及其额外运动自由度的工艺优势。该团队以典型的平顶锥壳加筋结构为例,比较了不同制造工艺对于结构力学性能的影响,并探索了多自由度运动所带来多样化打印路径和设计结构特征的优势。
如图4所示,样件(1-1)通过商用打印机采用平面CFRP-AM工艺,样件(1-2)壳结构采用平面CFRP-AM工艺制造,加强筋则采用曲面共形CFRP-AM工艺制造,样件(1-3)完全采用曲面共形CFRP-AM工艺制造。压缩实验结果显示,样件(1-3)具有最高的压缩峰值和刚度,相交于平面工艺样品(1-1)分别提升了258.6%和134.9%,且样件(1-3)使用纤维总长度小于样件(1-1)。
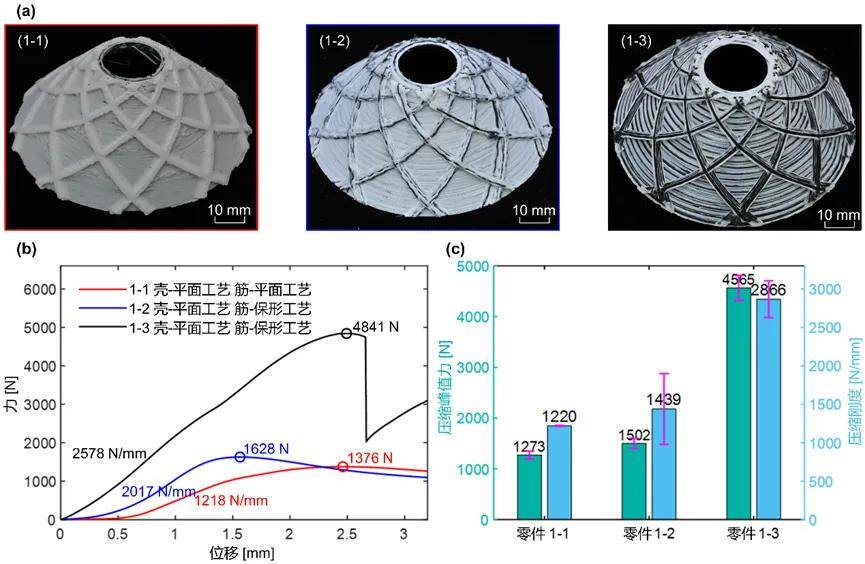 图4 通过不同工艺制造样品及其压缩性能:(a)制造样品,(b)样品压缩过程力-位移曲线,(c)压缩峰值力及压缩刚度
图4 通过不同工艺制造样品及其压缩性能:(a)制造样品,(b)样品压缩过程力-位移曲线,(c)压缩峰值力及压缩刚度
如图5所示,制造的两个样件具有相同的加强筋配置(使用±45º交叉线图案)。而锥形壳的打印路径不同,具体来说样件(2-1)壳体结构使用基于圆弧偏移图案制造,样件(2-2)则使用之字形路。结果显示使用基于圆弧偏移图案制造的样件(2-1)具有较高的压缩强度和刚度,分别为 4565 N 和 2866 N/mm,比样件(2-2)分别提升了 26.2%和 33%。显然,不同的工艺路径设计有效扩展了结构性能调控范围。
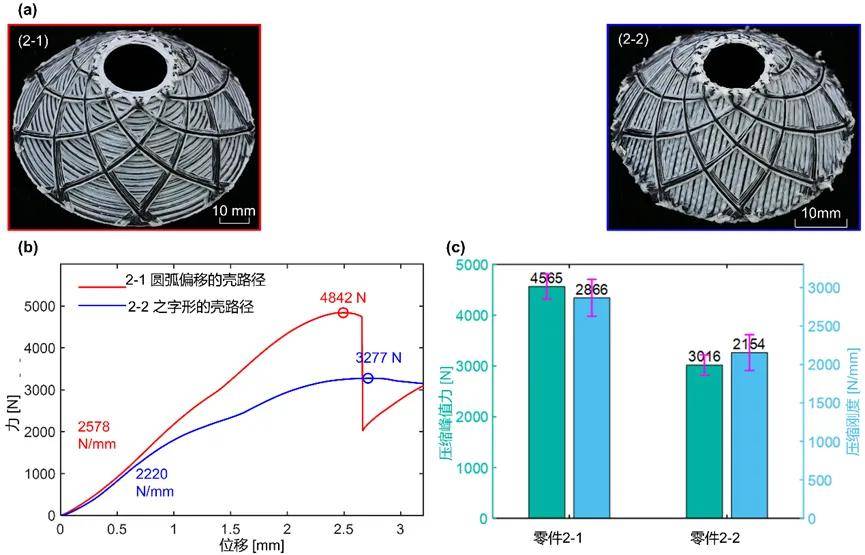
图5 使用不同壳路径制造样品,(2-1)圆弧偏置路径和(2-2)之字形路径,及其压缩性能:(a)制造样品,(b)样品压缩过程力-位移曲线,(c)压缩峰值力及压缩刚度
此外,如图6所示,还测试了三个具有不同加强筋配置样件的力学性能。加强筋结构使用具有不同角度交叉线均匀排列形成,分别为±30 º、±45º和±60º,而锥形壳则使用基于圆弧偏移图案的打印路径进行制造。三个样件在抗压强度和刚度方面表现出了不同的性能,其中,样件(3-2)(±45º加强筋配置)具有最高的压缩峰值(4565 N),样件(3-3)(±60º加强筋配置)则拥有 最高的抗压刚度(3883 N/mm)。而三种结构中显然样件 (3-1)具有最高的纤维含量,这一矛盾也再次验证了工艺路径设计对于结构性能的影响,即考虑实际工况,符合载荷传递规律的路径设计才能最大化发挥材料性能。
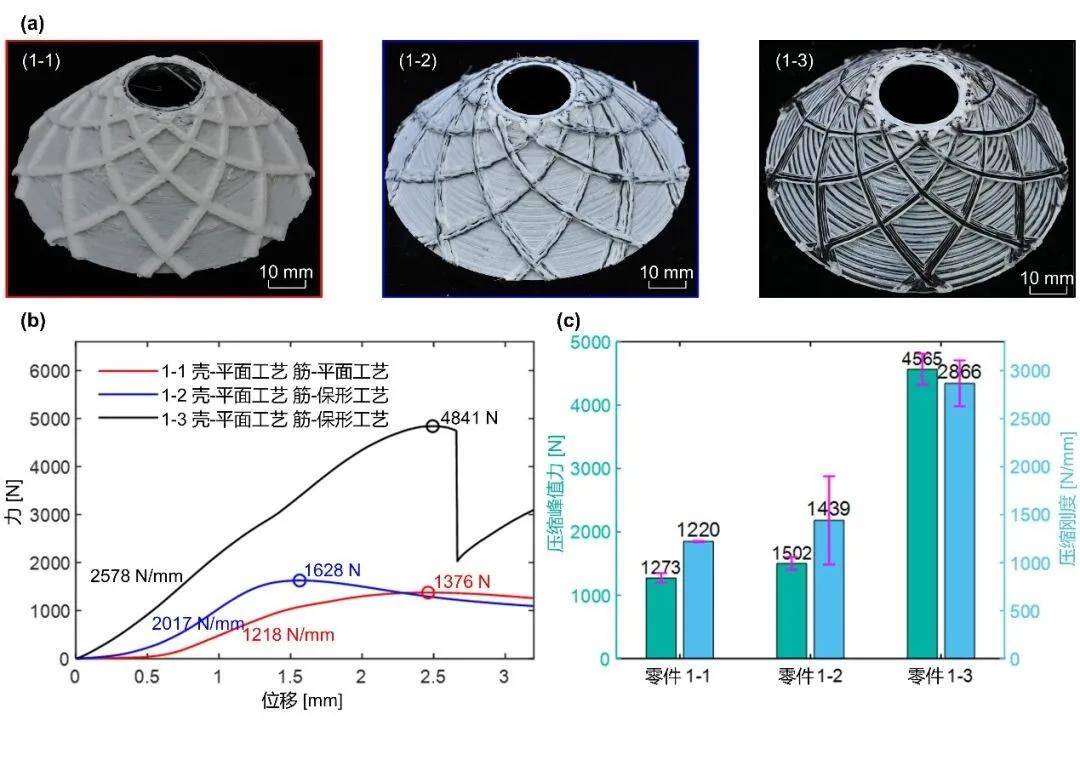
图6 具有不同加强筋设计制造样品,±30°、±45°、±60°,及其压缩性能:(a)制造样品,(b)样品压缩过程力-位移曲线,(c)压缩峰值力及压缩刚度
研究贡献
该团队开发了一种机器人辅助的曲面共形CFRP-AM系统,利用机器人多自由度运动实现系统对具有选择性空间分布纤维路径的复杂结构进行快速探索,从而促进CFRP-AM工艺持续转变为可行生产选择的进程。研究工作对完整的设计-制造系统工作流程进行了详细说明,并重点介绍了主要步骤,即基于曲面映射的共形路径生成。该方法允许同时不同几何设计(曲面壳和加强筋)及其打印路径,并满足其不同的填充需求。此外,研究工作通过比较由不同工艺(即平面和曲面共形工艺)制造构件的压缩实验,验证了所提出曲面共形CFRP-AM系统及其工作流程通过选择性空间铺排连续纤维复材充分利用材料力学各向异性,进而显著提高制件整体性能。同时,使用不同打印路径(即Zigzag和轮廓偏置的壳体打印路径)和几何设计(即不同角度的加强筋)制造的样件之间的性能比较证明了曲面共形 CFRP-AM 的额外设计自由度,即更多样化的纤维取向设计,为进一步扩展结构性能设计空间提供了新的设计机会。
作者信息
本文是南方科技大学熊异助理教授团队的研究成果。论文第一作者为南方科技大学硕士研究生张国权。熊异助理教授为通讯作者。
熊异
南方科技大学系统设计与智能制造学院助理教授,博士生导师,深圳市海外高层次人才, 珠江人才计划创新创业团队核心成员。2016年获芬兰阿尔托大学工程设计与制造专业博士学位。2016年至2020年,历任比利时法兰德斯制造研究所长聘工程师、新加坡科技与设计大学数字制造和设计中心研究员(二级), 参与多项工业级增材制造软硬件系统的开发。长期从事智能增材制造与机械优化设计交叉领域研究,当前研究方向包括:智能化设计与制造、复合材料增材制造、面向增材制造的设计、智能材料与结构。作为技术骨干,参与完成多项由欧盟第七框架,新加坡国家研究基金会,比利时法兰德斯科技创新局,芬兰科学院资助的项目,在多个国际期刊发文并担任编委、审稿人。目前承担有国家重点研发课题、国自然青年基金及省市各类项目六项。
张国权
南方科技大学智能制造与机器人专业硕士研究生,主要研究方向为复合材料增材制造及智能制造装备开发。
关于期刊
【新声】栏目致力于以挖掘科研领域的新兴脉动、传播创新研究成果为核心,集结中国作者的最新研究成果和一手见解,为科研界源源不断地注入新鲜活力与独特视角。我们期待构建一个互动交流的学术社区,鼓励多元视角的碰撞与融合,扩大中国学者卓越成果的全球影响力,共同推动科研事业的发展。
阅读文章,了解更多内容
https://wap.sciencenet.cn/blog-3574014-1430247.html
上一篇:JCR Q1期刊探索分子诊断,AI如何赋能临床医学?
下一篇:【限时优惠】Taylor & Francis英语语言编辑服务详情及近期优惠